




VMC850B CNC-frezmaŝino, vertikala maŝincentro
Produktaj Trajtoj



1. Ĝenerala instrukcio
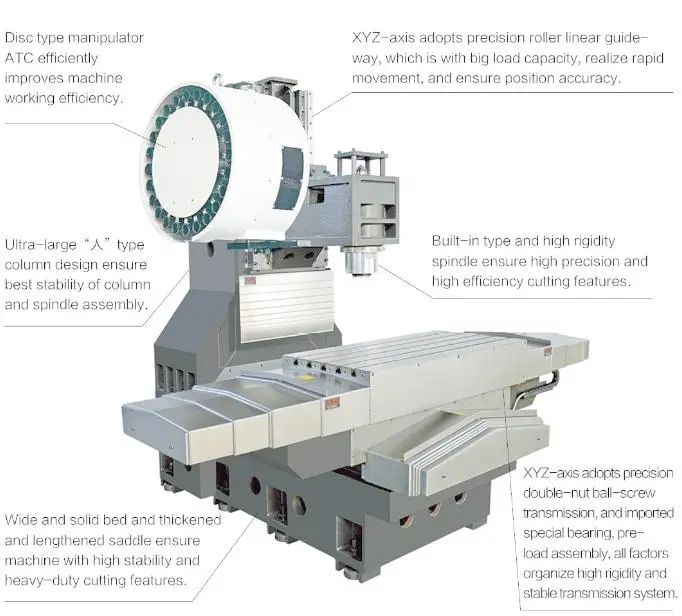
Ĉi tiu maŝino estas desegnita kun vertikala kadra aranĝo. La kolono estas muntita sur la maŝinkorpo, la spindela skatolo glitas sur la kolono formante la Z-aksan movadon, la selo glitas sur la maŝinkorpo formante la Y-aksan movadon, kaj la labortablo glitas sur la selon formante la X-aksan movadon. La tri aksoj estas ĉiuj liniaj gvidiloj kun pli alta furaĝa rapido kaj pli alta precizeco. Ni uzas altkvalitan grizan gisferon por la maŝinkorpo, kolono, selo, labortablo, spindela skatolo kun rezina sabla teknologio kaj duobla aĝiĝa traktado por forigi la internan restan streĉon de la materialo. Ĉi tiuj partoj estas ĉiuj optimumigitaj per la programaro SolidWorks, kiu multe plibonigas la rigidecon kaj stabilecon ne nur por ĉi tiuj partoj sed ankaŭ por la maŝino. Ankaŭ ĝi limigos la deformadon kaj vibradon kaŭzitajn de tranĉado. La gravaj partoj estas ĉiuj importitaj de mondfamaj markoj por fari la maŝinon kun pli alta stabileco kaj daŭreco. Ĉi tiu maŝino povas atingi la procezojn de frezado, borado, alesado, borado, alesado, fiŝado kaj kutime estas uzata por militistaj, minadaj, aŭtomobilaj, ŝimaj, instrumentadaj kaj aliaj mekanikaj prilaboraj industrioj. Ĝi povas esti uzata por ĉiaj altprecizaj kaj multaj procezmodeloj. Ĝi taŭgas por malgranda kaj mezgranda, multspeca produktado, kaj ankaŭ povas esti metita en aŭtomatan produktadlinion.
2. Triaksa sistemo
La tri aksoj estas ĉiuj liniaj gvidiloj kaj kun grand-interspaca dezajno por daŭra precizeco. La motoroj de la 3 aksoj estas rekte konektitaj al alt-preciza globŝraŭbo per fleksebla kuplado sen interspaco. Ĉiu globŝraŭbo de la 3 aksoj estas importita el precizaj angul-kontaktaj globŝraŭboj kaj profesiaj lagroj kongruas, ankaŭ ni faros antaŭstreĉon por la globŝraŭboj por pli alta precizeco kaj precizeco. La Z-aksa servomotoro havas aŭtomatan bremsoofunkcion. En kazo de elektropaneo, la motorbremso povas esti aŭtomate tenata per la bremso por malhelpi ĝin rotacii, kio ludas rolon en sekureca protekto.
3. Spindela unuo
La spindelo estas produktita de profesia fabrikanto por certigi altan precizecon kaj rigidecon. La spindelagro estas de mondfama altpreciza lagromarko, kaj estas kunmetita kondiĉe de konstanta temperaturo kaj sen polvo. Post tio, ĉiuj spindeloj estos testitaj pri dinamika ekvilibro por certigi la vivdaŭron kaj fidindecon. Ĝi estas ekipita per malaltprema aercikla protekta sistemo, blovante malaltpreman aeron en la internan spacon de la spindelo, formante aeran protektan tavolon por malhelpi polvon kaj malvarmigaĵon en la spindelon. En ĉi tiu kondiĉo, la spindelagro funkcios en senpolua medio, kio protektos la spindelan unuon kaj plilongigos la vivdaŭron de la spindelo. La spindela rapido povas esti ŝanĝita senŝtupe ene de la spindelaj rapidintervalo, kiu estas kontrolita per la interna kodigo de la motoro por plenumi la funkcion de spindela orientiĝo kaj rigida frapado.
4. Sistemo por ŝanĝi ilojn
La norma ilmagazeno de ĉi tiu maŝino estas 24T kaj ĝi estas muntita sur la flanka kolono. Kiam ĝi ŝanĝas ilon, la ilplato estas movata kaj poziciigita per motora hobkamera mekanismo, post kiam la spindelo atingas la pozicion de ilŝanĝo, la ATC (ŝaltilo por ŝanĝi la ilon) efektivigos la ilŝanĝon kaj sendos la ilan agon. La ATC estas hobkamera mekanismo kaj faras antaŭstreĉon kaj poste povas rotacii rapide, kio estas pli bona por rapida kaj ĝusta ilŝanĝo.
5. Fridigaĵa sistemo
La maŝino estas ekipita per grandflua vertikala mergiĝa malvarmiga pumpilo kaj grandkapacita akvocisterno. La rapideco de la malvarmiga pumpilo estas 2m³/h por certigi sufiĉan recikligan malvarmigon. Estas malvarmiga ajuto sur la fina surfaco de la spindela skatolo, kiu povas produkti aeran malvarmigaĵon kaj akvan malvarmigaĵon por la ilo kaj laborpecoj. Ĝi estas ekipita per aerpafilo por purigi la maŝinon kaj laborpecojn.
6. Pneŭmatika sistemo
Pneŭmatika unuo povas filtri la malpuraĵojn kaj humidon en la gasfonto por eviti damaĝon kaj erozion de maŝinpartoj. La solenoidvalva unuo regas la programon per PLC por certigi, ke la agoj de la malfiksado de la spindelo, blovado de la centra spindelo, fiksado de la spindelo kaj malvarmigaĵo de la spindelo povas esti faritaj rapide kaj ĝuste. Ĉiun fojon kiam la spindelo ŝanĝas ilon, pura prema aero blovos el la centro de la spindelo por purigi la internan truon de la spindelo kaj la ilan ŝafton, por alta rigideco de la kombinaĵo kun la spindelo kaj ilo. Tio plilongigos la vivdaŭron de la spindelo.
7. Maŝina protekto
Ni uzas norman sekurecan ŝildon por la maŝino, kiu povas ne nur protekti kontraŭ fridigaĵa ŝprucado sed ankaŭ sekure funkcii. Ĉiu gvidvojo estas ekipita per protekta ŝildo por malhelpi la fridigaĵon kaj tranĉpecon eniri la internan spacon kaj redukti la eluziĝon kaj erozion de la gvidvojo kaj globŝraŭbo.
8. Lubrikada sistemo
La gvidvojo kaj la globŝraŭbo estas ekipitaj per centra lubrikada sistemo kaj per volumetra oleapartigilo en ĉiu nodo, kiu povas provizi oleon je fiksitaj kvantoj kaj tempoj por certigi, ke ĉiu glitfaco estas lubrikita kaj malpliigas la fabrikadon. Tio plibonigos la precizecon kaj plilongigos la vivdaŭron de la globŝraŭbo kaj la gvidvojo.
9. Sistemo de transportilo de ĉipoj
Ni provizas norman manan ĉipforigilon kun facila funkciigo. Vi ankaŭ povas elekti ŝraŭban ĉiptransportilon aŭ ĉarniran.
| Ero | Unuo | VMC640L | VMC640LH | VMC850L | VMC1000L |
| Labortablo | |||||
| Grandeco de labortablo | mm | 400×900 | 400×900 | 500×1000 | 500×1200 |
| T-fendo (N×L×P) | mm | 3×18×100 | 3×18×100 | 5×18×100 | 5×18×100 |
| Vojaĝado | |||||
| X-aksa vojaĝado | mm | 640 | 640 | 850 | 1000 |
| Y-aksa vojaĝado | mm | 400 | 400 | 500 | 500 |
| Z-aksa vojaĝado | mm | 400 | 500 | 600 | 600 |
| Maŝinado-intervalo | |||||
| Distanco de spindela centro ĝis kolumna fronto | mm | 440 | 476 | 572 | 572 |
| Distanco de spindela fino ĝis labortablo | mm | 120-520 | 120-620 | 120-720 | 120-720 |
| Maŝina dimensio | |||||
| L×L×A | mm | 2200×2100×2500 | 2200×2100×2550 | 2540×2320×2780 | 3080×2320×2780 |
| Maŝina pezo | |||||
| Maks. ŝarĝo de labortablo | kg | 350 | 350 | 500 | 600 |
| Maŝina pezo | kg | 3900 | 4100 | 5200 | 5600 |
| Spindelo | |||||
| Spindela truo konusforma | BT40 | BT40 | BT40 | BT40 | |
| Spindela potenco | kw | 5.5 | 5.5 | 7.5/11 | 7.5/11 |
| Maks. spindela rapido | rivoluoj | 8000/10000 | 8000/10000 | 8000/10000 | 8000/10000 |
| Furaĝo (rekta transmisio) | |||||
| Maks. furaĝa rapido | Mm/min | 10000 | 12000 | 12000 | 12000 |
| Rapida furaĝa rapido (X/Y/Z) | m/min | 20/20/10 | 30/30/24 | 32/32/30 | 32/32/30 |
| Pilkŝraŭbo (diametro + plumbo) | |||||
| X-aksa pilkŝraŭbo | 3210 | 3212 | 4016 | 4016 | |
| Y-aksa pilkŝraŭbo | 3210 | 3212 | 4016 | 4016 | |
| Z-aksa pilkŝraŭbo | 3210 | 4012 | 4016 | 4016 | |
| Ila Revuo | |||||
| Kapacito de ilo-magazeno | T | 16 | 16 | 24 | 24 |
| Iloŝanĝa tempo | s | 2.5 | 2.5 | 2.5 | 2.5 |
| Poziciiga precizeco (nacia normo) | |||||
| Poziciiga precizeco (X/Y/Z) | mm | 0.008 | 0.008 | 0.008 | 0.008 |
| Repoziciiga precizeco (X/Y/Z) | mm | 0.005 | 0.005 | 0.005 | 0.005 |
| NE. | Nomo | Marko |
| 1 | CNC-sistemo | Seimens 808D SISTEMO |
| 2 | Ĉefa motoro | Plena aro de Siemens-movilo inkluzive de servomotoro |
| 3 | X/Y/Z akso motoro, ŝoforo | Seimens |
| 4 | Pilkŝraŭbo | Hiwin aŭ PMI (Tajvano) |
| 5 | Pilkŝraŭba birado | NSK (Japanio) |
| 6 | Linearaj gvidiloj | Hiwin aŭ PMI (Tajvano) |
| 7 | Spindelmotoro | POSA/ROYAL (Tajvano) |
| 8 | Varmointerŝanĝilo | Taipin/Tongfei (komunentrepreno) |
| 9 | Ĉefaj komponantoj de la lubrika sistemo | Protono (komuna entrepreno) |
| 10 | Ĉefaj komponantoj de la pneŭmatika sistemo | AirTAC (Tajvano) |
| 11 | Ĉefaj komponantoj de la elektra sistemo | Schneider (Francio) |
| 12 | Akvopumpilo | Ĉinio |





