




VMC850B CNC Frezmaŝino, vertikala maŝincentro
Produktaj Trajtoj



1.Ĝenerala instrukcio
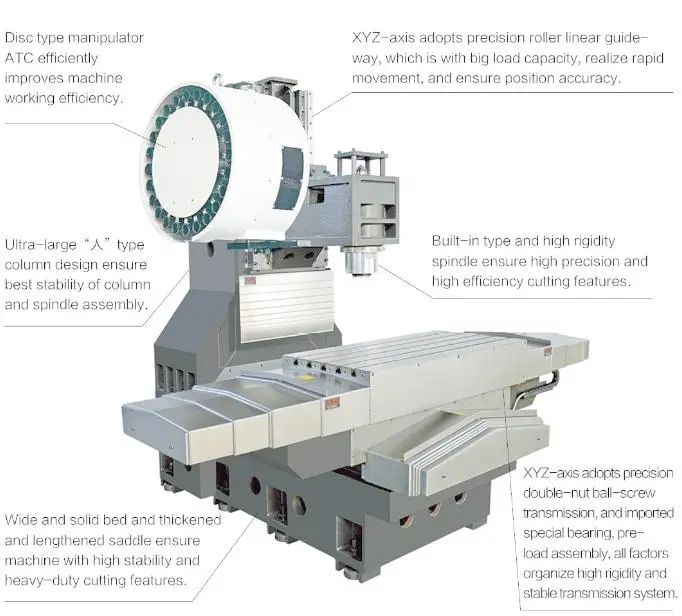
Ĉi tiu maŝino estas desegnita kun vertikala kadra aranĝo. La kolono estas muntita sur la maŝino korpo, spindelo skatolo glitas sur la kolumno formante Z akso moviĝo, selo glitas sur la maŝino korpo formanta Y akso moviĝo, Worktable glitas sur la selo formante X akso moviĝo. Tri aksoj estas ĉiuj linia gvidvojo kun pli alta furaĝrapideco kaj pli alta precizeco. Ni uzas altkvalitan grizan gisferon por maŝina korpo, kolumno, selo, labortablo, spindelkesto kun rezina sabloteknologio kaj 2-oble maljuniĝanta traktado por forigi la internan restan streĉon de materialo. Ĉi tiuj partoj estas ĉiuj optimumigitaj de SolidWorks-programaro, kiu multe plibonigas la rigidecon kaj stabilecon ne nur por ĉi tiuj partoj sed por la maŝino. Ankaŭ ĝi retenos la deformadon kaj vibradon kaŭzitan de tranĉado. La gravaj partoj estas ĉiuj importitaj de mondfama marko por fari la maŝinon kun pli alta stabileco kaj fortikeco. Ĉi tiu maŝino povas atingi la procezon de muelado, borado, reaming, borado, reaming, frapetado kaj kutime esti uzata por Milita, minado, aŭtomobila, ŝimo, instrumentado kaj aliaj mekanikaj prilaboraj industrioj. Ĝi povas esti uzata por ĉiuj specoj de alta precizeco kaj multe da procezaj modeloj. Ĝi estas bona por malgranda kaj mezgranda, mult-varia produktado, ankaŭ ĝi povas meti en aŭtomatan produktadlinion.
2.Tri aksoj sistemo
Tri aksoj estas ĉiuj linia gvidvojo kaj kun granda span dezajno por daŭrema precizeco. La motoroj de 3 aksoj estas konektitaj rekte per alta precizeca pilka ŝraŭbo per neniu interspaco fleksebla kuplado. Ĉiu pilkŝraŭbo de 3 aksoj estas importita el precizeca angula kontaktita pilkŝraŭbo kaj profesiaj lagroj kongruaj, ankaŭ ni faros antaŭ-tenson por la pilkaj ŝraŭboj por pli alta precizeco kaj precizeco.La servomotoro de Z-akso havas aŭtomatan bremsan funkcion. En la kazo de elektropaneo, la motoro bremso povas esti aŭtomate tenita de la bremso por malhelpi ĝin turni, kiu ludas rolon en sekureca protekto.
3.Spindle unuo
Spindle estas produktita de profesia fabrikanto por certigi altan precizecon kaj rigidecon. Spindlero estas de mondfama altpreciza lagromarko, kaj kunvenita kondiĉe de konstanta temperaturo kaj sen polvo. Post tio, ĉiuj spindeloj faros la provon de dinamika ekvilibro por certigi la vivdaŭron kaj fidindecon. Ĝi estas ekipita per malaltprema aerciklo-protekta sistemo, blovante malaltan preman aeron en spindelan internan spacon formante aerprotektan tavolon por malhelpi polvon, malvarmigilon enen. la spindelo. Por ĉi tiu kondiĉo, la spindela lagro funkcios sub neniu polua medio, kiu protektos la spindelon kaj kun pli longa vivodaŭro de spindelo. Spindle-rapido povas esti neniu -paŝo ŝanĝita ene de la spindela rapido gamo, kiu estas kontrolita de motoro interna kodigo por esti kun la funkcio de spindelo orientiĝo kaj rigida frapetado.
4.Toolŝanĝa sistemo
La norma ila revuo kapablo de ĉi tiu maŝino estas 24T kaj kunvenita sur la flanka kolumno. Kiam ĝi ŝanĝas ilo, ilo telero stirado kaj esti poziciigita de motoro stirado hobbing kamo mekanismo, post la spindelo alvenos la pozicion de ilo ŝanĝo, la ATC atingos la ilo ŝanĝo kaj sendos ilo ago. ATC estas hobbing kam mekanismo kaj faras antaŭ-tensio tiam povas alta rapido rotacio, kiu estas pli bona por rapida kaj ĝusta ilo ŝanĝi.
5.Coolant sistemo
La maŝino estas ekipita per granda fluo vertikala merga malvarmiga pumpilo kaj granda kapacita akvocisterno. La rapido de la malvarmiga pumpilo estas 2 m³/h por certigi sufiĉan reciklan malvarmigon. Estas malvarmiga cigaredingo sur la spindela finfina surfaco, kiu povas fari aeran fridigaĵon kaj akvan fridigaĵon por la ilo kaj laborpecoj. Ekipita per aerpafilo por purigi la maŝinon kaj laborpecojn.
6.Pneŭmatika sistemo
Pneŭmatika unuo povas filtri la malpuraĵojn kaj humidon en la gasfonto por eviti la damaĝon kaj erozion de maŝinaj partoj. Solenoida valvo-unuo kontrolas la programon per PLC por certigi, ke la agoj de spindela malklama ilo, spindela centroblovado, spindela krampa ilo kaj spindela aera fridigaĵo povas esti faritaj rapide kaj ĝuste. Ĉiufoje kiam ŝpinila ŝanĝilo, klara prema aero blovos el la spindelo-centro por purigi la spindelan internan truon kaj ilan tigon por alta rigideco de la kombinaĵo kun spindelo kaj ilo. Ĝi pligrandigos la spindelan vivdaŭron.
7.Maŝina protekto
Ni uzas norman sekurecan protektan ŝildon por la maŝino, kiu povas ne nur protekti fridigan ŝprucon sed sekurecan operacion. Ĉiu gvidvojo estas ekipita per protekta ŝildo por malhelpi la fridigan kaj tranĉan pecon en la internan spacon kaj malaltigi la eluziĝon kaj erozion de gvidvojo kaj pilkŝraŭbo.
8.Lubrika sistemo
Gvidvojo kaj pilka ŝraŭbo estas ekipitaj per centra lubrika sistemo kaj kun volumetra olea apartigilo en Ĉiu nodo, kiu povas provizi oleon je fiksaj kvantoj kaj tempoj por certigi, ke ĉiu glitvizaĝo lubrikita kaj pli malalta fabrikado. Ĝi plibonigos precizecon kaj pli longan vivdaŭron de pilkŝraŭbo kaj gvidvojo.
9.Chip transporta sistemo
Ni provizas norman manan blaton foriga aparato kun facila operacio. Ankaŭ vi povas elekti ŝraŭbtipan blaton transportilon aŭ ĉarniran tipon.
| Ero | Unuo | VMC640L | VMC640LH | VMC850L | VMC1000L |
| Labortablo | |||||
| Grandeco de labortablo | mm | 400×900 | 400×900 | 500×1000 | 500×1200 |
| T-fendeto (N×L×D) | mm | 3×18×100 | 3×18×100 | 5×18×100 | 5×18×100 |
| Vojaĝi | |||||
| Vojaĝo de X-akso | mm | 640 | 640 | 850 | 1000 |
| Y-akso vojaĝo | mm | 400 | 400 | 500 | 500 |
| Z-akso vojaĝo | mm | 400 | 500 | 600 | 600 |
| Maŝinintervalo | |||||
| Distanco de spindelcentro ĝis kolonfronto | mm | 440 | 476 | 572 | 572 |
| Distanco de spindelfino al labortablo | mm | 120-520 | 120-620 | 120-720 | 120-720 |
| Maŝina dimensio | |||||
| L×W×H | mm | 2200×2100×2500 | 2200×2100×2550 | 2540×2320×2780 | 3080×2320×2780 |
| Maŝina pezo | |||||
| Maks. ŝarĝo de labortablo | kg | 350 | 350 | 500 | 600 |
| Maŝina pezo | kg | 3900 | 4100 | 5200 | 5600 |
| Spindelo | |||||
| Spindle truo mallarĝa | BT40 | BT40 | BT40 | BT40 | |
| Spindle potenco | kw | 5.5 | 5.5 | 7.5/11 | 7.5/11 |
| Maks. spindelo rapido | rpm | 8000/10000 | 8000/10000 | 8000/10000 | 8000/10000 |
| Fluĝo (rekta stirado) | |||||
| Maks. nutra rapideco | Mm/min | 10000 | 12000 | 12000 | 12000 |
| Rapida furaĝo (X/Y/Z) | m/min | 20/20/10 | 30/30/24 | 32/32/30 | 32/32/30 |
| Pilkŝraŭbo (diametro + plumbo) | |||||
| X-aksa pilkŝraŭbo | 3210 | 3212 | 4016 | 4016 | |
| Y-akso pilkŝraŭbo | 3210 | 3212 | 4016 | 4016 | |
| Z-akso pilkŝraŭbo | 3210 | 4012 | 4016 | 4016 | |
| Ila Revuo | |||||
| Kapacito de ilrevuo | T | 16 | 16 | 24 | 24 |
| Tempo de ŝanĝo de ilo | s | 2.5 | 2.5 | 2.5 | 2.5 |
| Pozicia precizeco (Nacia normo) | |||||
| Pozicia precizeco (X/Y/Z) | mm | 0,008 | 0,008 | 0,008 | 0,008 |
| Re-poziciiga precizeco (X/Y/Z) | mm | 0.005 | 0.005 | 0.005 | 0.005 |
| NE. | Nomo | Marko |
| 1 | CNC-sistemo | Seimens 808D SISTEMO |
| 2 | Ĉefa motoro | Plena aro de Siemens-veturado inkluzive de servomotoro |
| 3 | X/Y/Z-aksa motoro, ŝoforo | Seimens |
| 4 | Pilkŝraŭbo | Hiwin aŭ PMI (Tajvano) |
| 5 | Lagro de globŝraŭbo | NSK (Japanio) |
| 6 | Lineaj gvidiloj | Hiwin aŭ PMI (Tajvano) |
| 7 | Ŝpinilo motoro | POSA/REĜA (Tajvano) |
| 8 | Varmo-interŝanĝilo | Taipin/Tongfei (komunentrepreno) |
| 9 | Ĉefaj komponantoj de la lubrika sistemo | Protono (komunentrepreno) |
| 10 | Ĉefaj komponantoj de la pneŭmatika sistemo | AirTAC (Tajvano) |
| 11 | Ĉefaj komponantoj de elektra sistemo | Schneider (Francio) |
| 12 | Akvopumpilo | Ĉinio |





